
Ultrasonic Machining is a process of removing material by impact of abrasive slurry on work surface by using high frequency oscillation of shaped tool.
Working Principle: Term ultrasonic itself refers to waves of high frequency. The soundwaves having frequency above human audible range (2o kHz) are known as ultrasonic waves.
Abrasive slurry is circulated continuously between tool and workpiece. Workpiece oscillates and hampers the abrasive particles which gradually removes materials from the workpiece.
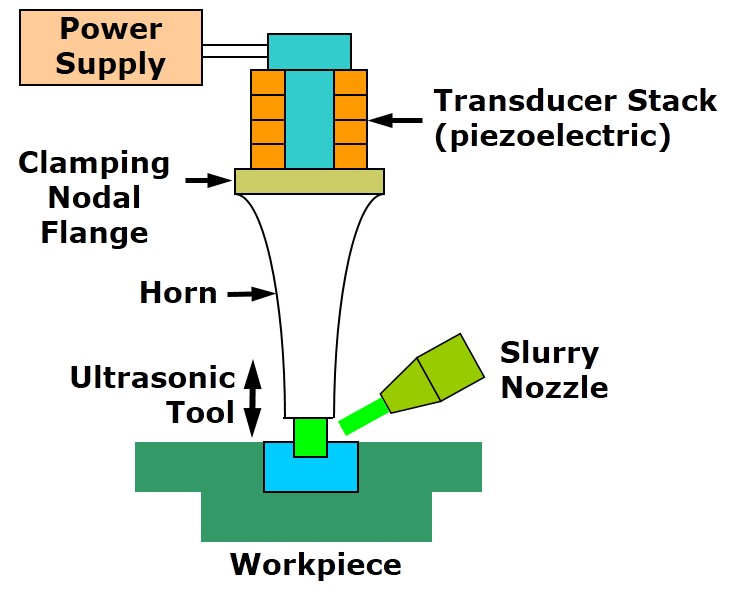
Construction:
- Ultrasonic generator
- Transducer
- Concentrator
- Abrasive particles
- Tool
- Feed mechanisms for abrasive slurry and tool
Gap between tool and workpiece: 0.02 to 0.1 mm
Concentrator Material: Titanium or Stainless Steel
Vibration Frequency: 15 to 20 kHz
Surface Finish: 0.2 to 0.8 µm
Material Removal Rate: 300 mm3/min
Applications:
- Machining of hard and brittle materials like ceramics, boron carbide and titanium carbide
- Enables dentist to drill a hole of any shape on teeth painlessly
- Machining precise and intricate shaped articles
- Profiling the holes
- Engraving
Advantages:
- Non conductive materials can also be machined
- There is no change in microstructure, physical or chemical properties
- Better surface finish and higher structure integrity
- Noiseless operation
- Hard workpiece can be machined
- No residual stresses in the machined workpiece
- Free from burrs and distortions
Limitations:
- Low MRR
- High power consumption
- High tooling cost and it wears rapidly
- Not suitable for soft materials
- Initial machining and tooling cost is high

No responses yet